Numéros de SKU
Définition
Les numéros de SKU sont des informations qui identifient de manière unique chaque modèle de pièces qu'une machine peut produire.
Par exemple, si une usine utilise la même machine pour produire des fourchettes et des cuillères, alors "Fourchette" et "Cuillère" pourraient être des numéros de SKU logiques pour cette machine.
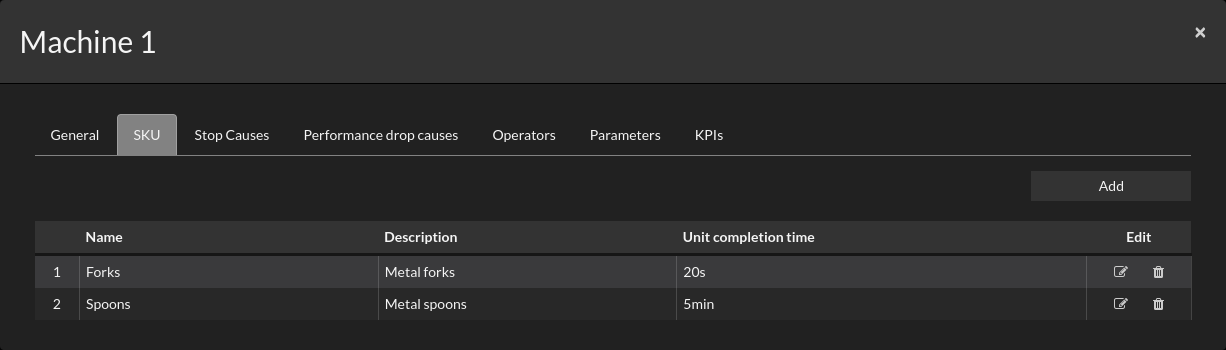
L'image ci-dessous montre la configuration d'une machine qui est utilisée pour produire des fourchettes et des cuillères.
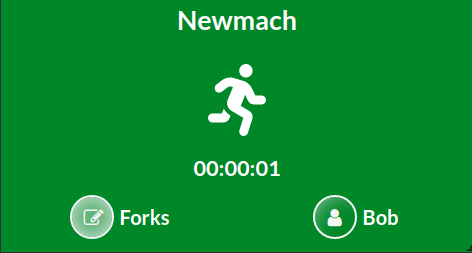
À tout moment, en utilisant la tuile de type État de la machine, l'opérateur de la machine peut alors préciser s'il produit des fourchettes ou s'il produit des cuillères. L'image ci-dessous nous montre que Bob utilise actuellement la machine pour fabriquer des fourchettes.
Temps de réalisation de l'unité
Les numéros de SKU doivent également être accompagnés d'un temps de complétion d'une unité, qui est le temps qu'il faut normalement pour produire une unité de ce type. Par exemple, si une machine peut produire 6 fourchettes en 1 heure, le temps de complétion d'une unité est de 10 minutes. Le temps de complétion d'une unité est nécessaire pour calculer la performance d'une machine, de sorte que l'application, compte tenu d'une durée et d'un nombre de pièces entrées, sache si la machine produit au rythme qu'elle est censée produire.
Si vous mesurez la performance et que vous remarquez qu'elle est supérieure à 100%, il se peut que les temps de complétion d'une unité définis pour certains numéros de SKU soient trop élevés et qu'ils doivent être réduits. Le temps de complétion par unité devrait être un maximum théorique.
Nombre de signaux par pièce
Le nombre de signaux par pièce est une option que vous pouvez activer par numéro de SKU dans le cas particulier où la règle de création de pièce doit être déclenchée plusieurs fois pour qu'une unité soit créée. Prenons par exemple une machine qui fixe des panneaux sur une structure. La machine doit poser 4 vis pour mettre le panneau en place avant de passer au suivant. Si on souhaite suivre la production de cette machine, nous devrons donc créer une "pièce" à chaque fois qu'un panneau est fixé. Par contre, si nous ne disposons que d'un signal sur les vis qui sont posées, et non pas sur les panneaux, il faut un moyen de dire que ce n'est qu'après la quatrième vis posée qu'un panneau est créé. C'est là que l'option de nombre de signaux par pièce se révèle pratique.

Dans l'exemple donné plus haut, le nombre de signaux par pièce serait de 4 et peut être configuré différemment en entrée et en sortie si nécessaire. Si non spécifié, il est de 1 par défaut.